Bullwhip effect

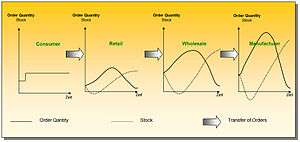
The bullwhip effect is a distribution channel phenomenon in which forecasts yield supply chain inefficiencies. It refers to increasing swings in inventory in response to shifts in customer demand as one moves further up the supply chain. The concept first appeared in Jay Forrester's Industrial Dynamics (1961) and thus it is also known as the Forrester effect. The bullwhip effect was named for the way the amplitude of a whip increases down its length. The further from the originating signal, the greater the distortion of the wave pattern. In a similar manner, forecast accuracy decreases as one moves upstream along the supply chain. For example, many consumer goods have fairly consistent consumption at retail. But this signal becomes more chaotic and unpredictable as you move away from consumer purchasing behavior.
In the 1990s, Hau Lee, a Professor of Engineering and Management Science at Stanford University, helped incorporate the concept into supply chain vernacular using a story about Volvo. Suffering a glut in green cars, sales and marketing developed a program to move the excess inventory. While successful in generating the desired market pull, manufacturing didn't know about the promotional plans. Instead, they read the increase in sales as an indication of growing demand for green cars and ramped up production.[1]
Research indicates a fluctuation in point-of-sale demand of +/- five percent will be interpreted by supply chain participants as a change in demand of up to +/- forty percent. Much like cracking a whip, a small flick of the wrist (a shift in point of sale demand) can cause a large motion at the end of the whip (manufacturer's response).
Causes
Because customer demand is rarely perfectly stable, businesses must forecast demand to properly position inventory and other resources. Forecasts are based on statistics, and they are rarely perfectly accurate. Because forecast errors are given, companies often carry an inventory buffer called "safety stock".
Moving up the supply chain from raw materials supplier to end-consumer, each supply chain participant has greater observed variation in demand and thus greater need for safety stock. In periods of rising demand, down-stream participants increase orders. In periods of falling demand, orders fall or stop, thereby not reducing inventory. The effect is that variations are amplified as one moves upstream in the supply chain (further from the customer). This sequence of events is well simulated by the beer distribution game which was developed by MIT Sloan School of Management in the 1960s.
- Disorganisation
- Lack of communication
- Free return policies
- Order batching
- Price variations
- Demand information
The causes can further be divided into behavioral and operational causes.
Behavioral causes
- Misuse of base-stock policies
- Mis-perceptions of feedback and time delays
- Panic ordering reactions after unmet demand
- Perceived risk of other players' bounded rationality
Human factors influencing the behavior in supply chains are largely unexplored. However, studies suggest that people with increased need for safety and security seem to perform worse than risk-takers in a simulated supply chain environment. People with high self-efficacy experience less trouble handling the bullwhip-effect in the supply chain.[2]
Operational causes
- Dependent demand processing
- Forecast errors
- Adjustment of inventory control parameters with each demand observation
- Lead time variability (forecast error during replenishment lead time)
- Lot-sizing/order synchronization
- Consolidation of demands
- Transaction motive
- Quantity discount
- Trade promotion and forward buying
- Anticipation of shortages
- Allocation rule of suppliers
- Shortage gaming
- Lean and JIT style management of inventories and a chase production strategy
Consequences
In addition to greater safety stocks, the described effect can lead to either inefficient production or excessive inventory, as each producer needs to fulfill the demand of its customers in the supply chain. This also leads to a low utilization of the distribution channel.
In spite of having safety stocks there is still the hazard of stock-outs which result in poor customer service and lost sales. In addition to the (financially) hard measurable consequences of poor customer services and the damage to public image and loyalty, an organization has to cope with the ramifications of failed fulfillment which may include contractual penalties. Moreover, repeated hiring and dismissal of employees to manage the demand variability induces further costs due to training and possible lay-offs.
Countermeasures
In theory, the bullwhip effect does not occur if all orders exactly meet the demand of each period. This is consistent with findings of supply chain experts who have recognized that the bullwhip effect is a problem in forecast-driven supply chains, and careful management of the effect is an important goal for supply chain managers. Therefore, it is necessary to extend the visibility of customer demand as far as possible.
One way to achieve this is to establish a demand-driven supply chain which reacts to actual customer orders. In manufacturing, this concept is called kanban. This model has been successfully implemented in Wal-Mart's distribution system. Individual Wal-Mart stores transmit point-of-sale (POS) data from the cash register back to corporate headquarters several times a day. This demand information is used to queue shipments from the Wal-Mart distribution center to the store and from the supplier to the Wal-Mart distribution center. The result is near-perfect visibility of customer demand and inventory movement throughout the supply chain. Better information leads to better inventory positioning and lower costs throughout the supply chain.
The concept of "cumulative quantities" is a method that can tackle and even avoid the bull-whip-effect. This method is developed and practised mainly in the German automotive industry, with its expanded supply chains[3] and is established in several EDI-formats between OEM's and their suppliers.
Barriers to the implementation of a demand-driven supply chain include the necessary investment in information technology and the creation of a corporate culture of flexibility and focus on customer demand. Another prerequisite is that all members of a supply chain recognize that they can gain more if they act as a whole which requires trustful collaboration and information sharing.
Methods intended to reduce uncertainty, variability, and lead time:
- Vendor-managed inventory (VMI)
- Just in time replenishment (JIT)
- Demand-driven MRP
- Strategic partnership
- Information sharing
- Smooth the flow of products
- Coordinate with retailers to spread deliveries evenly
- Reduce minimum batch sizes
- Smaller and more frequent replenishments
- Eliminate pathological incentives
- Every day low price policy
- Restrict returns and order cancellations
- Order allocation based on past sales instead of current size in case of shortage
See also
- Beer distribution game
- Forrester effect mapping
- PID controller
- Supply chain management
- Under-damping
References
- ↑ Managing a Supply Chain is Becoming a Bit Like Rocket Science (2002, Jan. 31), The Economist
- ↑ Brauner P., Runge S., Groten M., Schuh M., Ziefle M. (2013). Human Factors in Supply Chain Management. Lecture Notes in Computer Science Volume 8018, 2013, pp 423-432
- ↑ Herlyn W.: The Bullwhip Effect in expanded Supply Chains and the Concept of Cumulative Quantities , epubli Verlag, Berlin, 2014, S. 513-528, ISBN 978-3-8442-9878-9
- Forrester, Jay Wright (1961). Industrial Dynamics. MIT Press.
- Lee, Hau L; Padmanabhan, V.; Whang, Seungjin (1997). "The Bullwhip Effect in Supply Chains". Sloan Management Review. 38 (3): 93–102.
- Mason-Jones, Rachel; Towill, Dennis R. (2000). "Coping with Uncertainty: Reducing "Bullwhip" Behaviour in Global Supply Chains". Supply Chain Forum. (1): 40–44.
- Bean, Michael (2006). "Bullwhips and Beer: Why Supply Chain Management is so Difficult".
Literature
- Bray, Robert L., and Haim Mendelson. "Information transmission and the bullwhip effect: An empirical investigation." Management Science 58.5 (2012): 860-875.
- Cannella S., and Ciancimino E. (2010). On the bullwhip avoidance phase: supply chain collaboration and order smoothing. International Journal of Production Research, 48 (22), 6739-6776
- Chen, Y. F., Z. Drezner, J. K. Ryan and D. Simchi-Levi (2000), Quantifying the Bullwhip Effect in a Simple Supply Chain: The Impact of Forecasting, Lead Times and Information. Management Science, 46, 436—443.
- Chen, Y. F., J. K. Ryan and D. Simchi-Levi (2000), The Impact of Exponential Smoothing Forecasts on the Bullwhip Effect. Naval Research Logistics, 47, 269—286.
- Chen, Y. F., Z. Drezner, J. K. Ryan and D. Simchi-Levi (1998), The Bullwhip Effect: Managerial Insights on the Impact of Forecasting and Information on Variability in a Supply Chain. Quantitative Models for
- Disney, S.M., and Towill, D.R. (2003). On the bullwhip and inventory variance produced by an ordering policy. Omega, the International Journal of Management Science, 31 (3), 157-167.
- Herlyn, W., "The Bullwhip Effect in expanded Supply Chains and the Concept of Cumulative Quantities", in: Blecker et al. (Eds.): "Innovative Methods in Logistics and Supply Chain Management", p. 513-528, epubli GmbH, Berlin, 2014, ISBN 978-3-8442-9878-9
- Lee, H.L., Padmanabhan, V., and Whang, S. (1997). Information distortion in a supply chain: the bullwhip effect. Management Science, 43 (4), 546-558.
- Lee, H.L. (2010). Taming the bullwhip. Journal of Supply Chain Management 46 (1), pp. 7–7.
- Supply Chain Management, S. Tayur, R. Ganeshan and M. Magazine, eds., Kluwer, pp. 417–439.
- Selwyn, B. (2008) Bringing Social Relations Back In: (re)Conceptualising the 'Bullwhip Effect' in global commodity chains. International Journal of Management Concepts and Philosophy, 3 (2)156-175.
- Tempelmeier, H. (2006). Inventory Management in Supply Networks—Problems, Models, Solutions, Norderstedt:Books on Demand. ISBN 3-8334-5373-7.