Cryogenic nitrogen plant
Nitrogen, as an element of great technical importance, can be produced in a cryogenic nitrogen plant with a purity of more than 99.9999%. Air inside a distillation column is separated at cryogenic temperatures (about 100K/-173°C) to produce high purity nitrogen with 1ppm of impurities. The process is based on the air separation, which was invented by Dr. Carl von Linde in 1895.
Purpose

The main purpose of a cryogenic nitrogen plant is to provide a customer with high purity gaseous nitrogen (GAN). In addition liquid nitrogen (LIN) is produced simultaneously and is typically 10% of the gas production. High purity liquid nitrogen produced by cryogenic plants is stored in a local tank and used as a strategic reserve. This liquid can be vaporised to cover peaks in demand or for use when the nitrogen plant is offline. Typical cryogenic nitrogen plants range from 250 Nm3/hour to very large range plants such as the Cantarell Field plant in Mexico with a daily capacity of 63.000 tonnes of nitrogen a day.[1]
Plant Modules
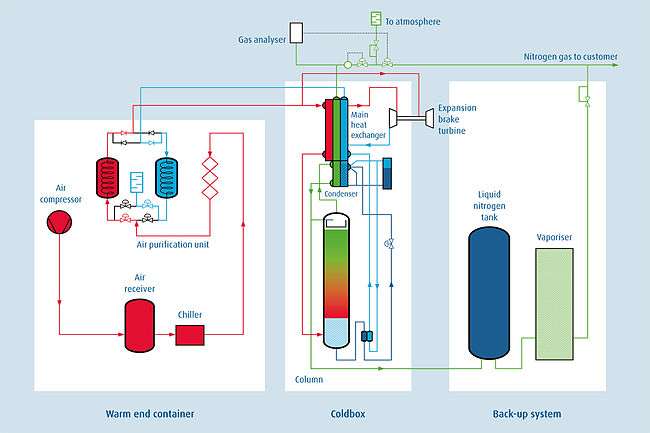
A cryogenic nitrogen plant comprises:
Warm End (W/E) Container
- Compressor
- Air receiver
- Chiller (Heat exchanger)
- Pre-filter
- Air purification unit (APU)
Coldbox
- Main heat exchanger
- Distillation Column
- Condenser
- Expansion brake turbine
Storage and Backup System
- Liquid nitrogen tank
- Vapouriser
How the plant works
Warm end process
Atmospheric air is roughly filtered and pressurised by a compressor, which provides the product pressure to deliver to the customer. The amount of air sucked in depends on the customer’s nitrogen demand.
The Air Receiver collects condensate and minimises pressure drop. The dry and compressed air leaves the air to refrigerant heat exchanger at about 10°C.
To clean the process air further, there are different stages of filtration. First of all, more condensate is removed, this removes some hydrocarbons.
The last unit process in the warm end container is the thermal swing adsorber (TSA). The Air purification unit cleans the compressed process air by removing any residual water vapour, carbon dioxide and hydrocarbons. It comprises two vessels, valves and exhaust to allow the changeover of vessels. While one of the TSA beds is on stream the second one is regenerated by the oxygen rich waste flow, which is vented through a silencer into the ambient environment.
Coldbox process
After leaving the air purification unit, the process air enters the main heat exchanger, where it is rapidly cooled down to -165°C. All residual impurities (e.g. CO2) freeze out, and the process air enters at the bottom of the distillation column partially liquefied.
it is also known as the BOSCHI ITALY PROCESS.
Back up process
Liquid Nitrogen produced from the cold box transfers into the liquid storage tank. An ambient air vaporiser is used to vaporise stored liquid during peak demand. A pressure control panel senses the demand for gaseous nitrogen and regulates the gas flow into the end-users pipeline to maintain line pressure.
Applications for high purity nitrogen production
- Ammonia production for the fertilizer industry
- Float glass manufacture
- Petrochemical
- Polyester manufacture
- Semiconductor manufacture
- Photovoltaic manufacture
See also
References
External links
- Linde CryoPlants Ltd, World leading manufacturer of midrange cryogenic nitrogen plants
- Linde Group