Membrane bioreactor
Membrane bioreactor (MBR) is the combination of a membrane process like microfiltration or ultrafiltration with a suspended growth bioreactor, and is now widely used for municipal and industrial wastewater treatment with plant sizes up to 80,000 population equivalent (i.e. 48 million liters per day).[1]
Overview

When used with domestic wastewater, MBR processes can produce effluent of high quality enough to be discharged to coastal, surface or brackish waterways or to be reclaimed for urban irrigation. Other advantages of MBRs over conventional processes include small footprint, easy retrofit and upgrade of old wastewater treatment plants.
It is possible to operate MBR processes at higher mixed liquor suspended solids (MLSS) concentrations compared to conventional settlement separation systems, thus reducing the reactor volume to achieve the same loading rate.
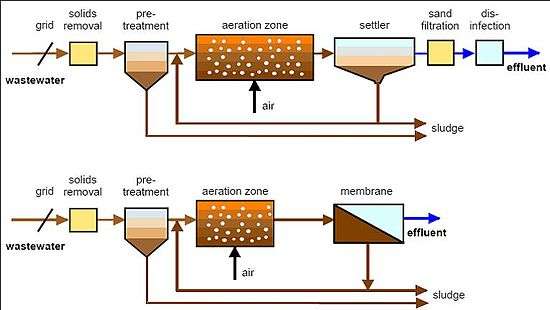
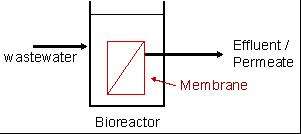
Two MBR configurations exist: internal/submerged, where the membranes are immersed in and integral to the biological reactor; and external/sidestream, where membranes are a separate unit process requiring an intermediate pumping step.
Recent technical innovation and significant membrane cost reduction have enabled MBRs to become an established process option to treat wastewaters.[1] As a result, the MBR process has now become an attractive option for the treatment and reuse of industrial and municipal wastewaters, as evidenced by their constantly rising numbers and capacity. The current MBR market has been estimated to value around US$216 million in 2006 and to rise to US$363 million by 2010.[2]
Membrane bioreactors can be used to reduce the footprint of an activated sludge sewage treatment system by removing some of the liquid component of the mixed liquor. This leaves a concentrated waste product that is then treated using the activated sludge process.
History and basic operating parameters
The MBR process was introduced by the late 1960s, as soon as commercial scale ultrafiltration (UF) and microfiltration (MF) membranes were available. The original process was introduced by Dorr-Oliver Inc. and combined the use of an activated sludge bioreactor with a crossflow membrane filtration loop. The flat sheet membranes used in this process were polymeric and featured pore sizes ranging from 0.003 to 0.01 μm. Although the idea of replacing the settling tank of the conventional activated sludge process was attractive, it was difficult to justify the use of such a process because of the high cost of membranes, low economic value of the product (tertiary effluent) and the potential rapid loss of performance due to membrane fouling. As a result, the focus was on the attainment of high fluxes, and it was therefore necessary to pump the MLSS at high crossflow velocity at significant energy penalty (of the order 10 kWh/m3 product) to reduce fouling. Because of the poor economics of the first generation MBRs, they only found applications in niche areas with special needs, such as isolated trailer parks or ski resorts.
The breakthrough for the MBR came in 1989 with Yamamoto and co-workers idea of submerging the membranes in the bioreactor. Until then, MBRs were designed with the separation device located external to the reactor (sidestream MBR) and relied on high transmembrane pressure (TMP) to maintain filtration. With the membrane directly immersed in the bioreactor, submerged MBR systems are usually preferred to sidestream configuration, especially for domestic wastewater treatment. The submerged configuration relies on coarse bubble aeration to produce mixing and limit fouling. The energy demand of the submerged system can be up to 2 orders of magnitude lower than that of the sidestream systems and submerged systems operate at a lower flux, demanding more membrane area. In submerged configurations, aeration is considered as one of the major parameters in process performance both hydraulic and biological. Aeration maintains solids in suspension, scours the membrane surface and provides oxygen to the biomass, leading to a better biodegradability and cell synthesis.
The other key steps in the recent MBR development were the acceptance of modest fluxes (25 percent or less of those in the first generation), and the idea to use two-phase bubbly flow to control fouling. The lower operating cost obtained with the submerged configuration along with the steady decrease in the membrane cost encouraged an exponential increase in MBR plant installations from the mid 90s. Since then, further improvements in the MBR design and operation have been introduced and incorporated into larger plants. While early MBRs were operated at solid retention times (SRT) as high as 100 days with MLSS up to 30 g/L, the recent trend is to apply lower solid retention times (around 10–20 days), resulting in more manageable MLSS levels (10 to 15 g/L). Thanks to these new operating conditions, the oxygen transfer and the pumping cost in the MBR have tended to decrease and overall maintenance has been simplified. There is now a range of MBR systems commercially available, most of which use submerged membranes although some external modules are available; these external systems also use two-phase flow for fouling control. Typical hydraulic retention times (HRT) range between 3 and 10 hours. In terms of membrane configurations, mainly hollow fiber and flat sheet membranes are applied for MBR applications.[3]

Despite the more favourable energy usage of submerged membranes, there continued to be a market for the side stream configuration, particularly in industrial applications. For ease of maintenance the side stream configuration can be installed on a lower level in a plant building. Membrane replacement can be undertaken without specialised lifting equipment. As a result, research continued with the side stream configuration, during which time it was found that full scale plants could be operated with higher fluxes. This has culminated in recent years with the development of low energy systems which incorporate more sophisticated control of the operating parameters coupled with periodic back washes, which enable sustainable operation at energy usage as low as 0.3 kWh/m3 of product.
Configurations
Internal/submerged
The filtration element is installed in either the main bioreactor vessel or in a separate tank. The membranes can be flat sheet or tubular or combination of both, and can incorporate an online backwash system which reduces membrane surface fouling by pumping membrane permeate back through the membrane. In systems where the membranes are in a separate tank to the bioreactor, individual trains of membranes can be isolated to undertake cleaning regimes incorporating membrane soaks, however the biomass must be continuously pumped back to the main reactor to limit MLSS concentration increase. Additional aeration is also required to provide air scour to reduce fouling. Where the membranes are installed in the main reactor, membrane modules are removed from the vessel and transferred to an offline cleaning tank.[4]
External/sidestream
The filtration elements are installed externally to the reactor, often in a plant room. The biomass is either pumped directly through a number of membrane modules in series and back to the bioreactor, or the biomass is pumped to a bank of modules, from which a second pump circulates the biomass through the modules in series. Cleaning and soaking of the membranes can be undertaken in place with use of an installed cleaning tank, pump and pipework.
Major considerations
Fouling and fouling control
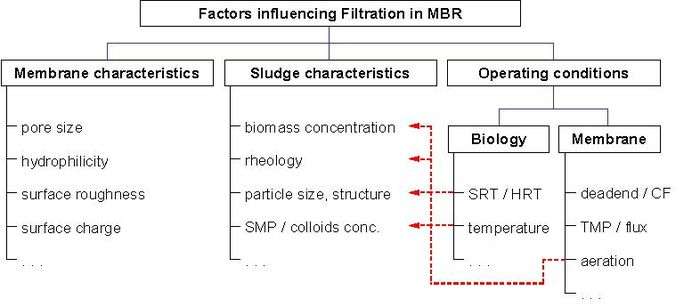
The MBR filtration performance inevitably decreases with filtration time. This is due to the deposition of soluble and particulate materials onto and into the membrane, attributed to the interactions between activated sludge components and the membrane. This major drawback and process limitation has been under investigation since the early MBRs, and remains one of the most challenging issues facing further MBR development.[5][6]
In recent reviews covering membrane applications to bioreactors, it has been shown that, as with other membrane separation processes, membrane fouling is the most serious problem affecting system performance. Fouling leads to a significant increase in hydraulic resistance, manifested as permeate flux decline or transmembrane pressure (TMP) increase when the process is operated under constant-TMP or constant-flux conditions respectively.[7] In systems where flux is maintained by increasing TMP, the energy required to achieve filtration increases. Alternatively frequent membrane cleaning is therefore required, increasing significantly the operating costs as a result of cleaning agents and production downtime. More frequent membrane replacement is also expected.
Membrane fouling results from interaction between the membrane material and the components of the activated sludge liquor, which include biological flocs formed by a large range of living or dead microorganisms along with soluble and colloidal compounds. The suspended biomass has no fixed composition and varies both with feed water composition and MBR operating conditions employed. Thus though many investigations of membrane fouling have been published, the diverse range of operating conditions and feedwater matrices employed, the different analytical methods used and the limited information reported in most studies on the suspended biomass composition, has made it difficult to establish any generic behaviour pertaining to membrane fouling in MBRs specifically.
The air-induced cross flow obtained in submerged MBR can efficiently remove or at least reduce the fouling layer on the membrane surface. A recent review reports the latest findings on applications of aeration in submerged membrane configuration and describes the enhancement of performances offered by gas bubbling.[6] As an optimal air flow-rate has been identified behind which further increases in aeration have no effect on fouling removal, the choice of aeration rate is a key parameter in MBR design.
Many other anti-fouling strategies can be applied to MBR applications. They comprise, for example:
- Intermittent permeation, where the filtration is stopped at regular time interval for a couple of minutes before being resumed. Particles deposited on the membrane surface tend to diffuse back to the reactor; this phenomenon being increased by the continuous aeration applied during this resting period.
- Membrane backwashing, where permeate water is pumped back to the membrane, and flow through the pores to the feed channel, dislodging internal and external foulants.
- Air backwashing, where pressurized air in the permeate side of the membrane build up and release a significant pressure within a very short period of time. Membrane modules therefore need to be in a pressurised vessel coupled to a vent system. Air usually does not go through the membrane. If it did, the air would dry the membrane and a rewet step would be necessary, by pressurizing the feed side of the membrane.
- Proprietary anti-fouling products, such as Nalco's Membrane Performance Enhancer Technology.[8]
In addition, different types/intensities of chemical cleaning may also be recommended:
- Chemically enhanced backwash (daily);
- Maintenance cleaning with higher chemical concentration (weekly);
- Intensive chemical cleaning (once or twice a year).
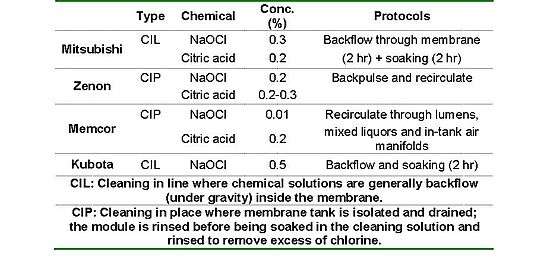
Intensive cleaning is also carried out when further filtration cannot be sustained because of an elevated transmembrane pressure (TMP). Each of the four main MBR suppliers (Kubota, Memcor, Mitsubishi and Zenon) have their own chemical cleaning recipes, which differ mainly in terms of concentration and methods (see Table 1). Under normal conditions, the prevalent cleaning agents remain NaOCl (sodium hypochlorite) and citric acid. It is common for MBR suppliers to adapt specific protocols for chemical cleanings (i.e. chemical concentrations and cleaning frequencies) for individual facilities.[3]
Biological performances/kinetics
COD removal and sludge yield
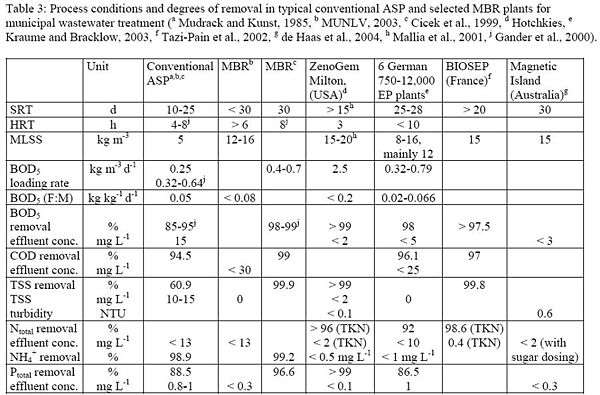
Simply due to the high number of microorganism in MBRs, the pollutants uptake rate can be increased. This leads to better degradation in a given time span or to smaller required reactor volumes. In comparison to the conventional activated sludge process (ASP) which typically achieves 95 percent, COD removal can be increased to 96 to 99 percent in MBRs (see table,[9]). COD and BOD5 removal are found to increase with MLSS concentration. Above 15 g/L COD removal becomes almost independent of biomass concentration at >96 percent.[10] Arbitrary high MLSS concentrations are not employed, however, as oxygen transfer is impeded due to higher and non-Newtonian fluid viscosity. Kinetics may also differ due to easier substrate access. In ASP, flocs may reach several 100 μm in size. This means that the substrate can reach the active sites only by diffusion which causes an additional resistance and limits the overall reaction rate (diffusion controlled). Hydrodynamic stress in MBRs reduces floc size (to 3.5 μm in sidestream MBRs) and thereby increases the apparent reaction rate. Like in the conventional ASP, sludge yield is decreased at higher SRT or biomass concentration. Little or no sludge is produced at sludge loading rates of 0.01 kgCOD/(kgMLSS d).[11] Because of the imposed biomass concentration limit, such low loading rates would result in enormous tank sizes or long HRTs in conventional ASP.
Nutrient removal
Nutrient removal is one of the main concerns in modern wastewater treatment especially in areas that are sensitive to eutrophication. Like in the conventional ASP, currently, the most widely applied technology for N-removal from municipal wastewater is nitrification combined with denitrification. Besides phosphorus precipitation, enhanced biological phosphorus removal (EBPR) can be implemented which requires an additional anaerobic process step. Some characteristics of MBR technology render EBPR in combination with post-denitrification an attractive alternative that achieves very low nutrient effluent concentrations.[10]
Anaerobic MBRs
Anaerobic MBRs (sometimes abbreviated AnMBR) were introduced in the 1980s in South Africa and currently see a renaissance in research. However, anaerobic processes are normally used when a low cost treatment is required that enables energy recovery but does not achieve advanced treatment (low carbon removal, no nutrients removal). In contrast, membrane-based technologies enable advanced treatment (disinfection), but at high energy cost. Therefore, the combination of both can only be economically viable if a compact process for energy recovery is desired, or when disinfection is required after anaerobic treatment (cases of water reuse with nutrients). If maximal energy recovery is desired, a single anaerobic process will be always superior to a combination with a membrane process.
Recently, anaerobic MBRs have seen successful full-scale application to the treatment of some types of industrial wastewaters—typically high-strength wastes. Example applications include the treatment of alcohol stillage wastewater in Japan[12] and the treatment of salad dressing/barbecue sauce wastewater in the United States.[13]
Mixing and hydrodynamics
Like in any other reactors, the hydrodynamics (or mixing) within an MBR plays an important role in determining the pollutant removal and fouling control within an MBR. It has a substantial effect on the energy usage and size requirements of an MBR, therefore the whole life cost of an MBR is high.
The removal of pollutants is greatly influenced by the length of time fluid elements spend in the MBR (i.e. the residence time distribution or RTD). The residence time distribution is a description of the hydrodynamics/mixing in the system and is determined by the design of the MBR (e.g. MBR size, inlet/recycle flowrates, wall/baffle/mixer/aerator positioning, mixing energy input). An example of the effect of mixing is that a continuous stirred-tank reactor will not have as high pollutant conversion per unit volume of reactor as a plug flow reactor.
The control of fouling, as previously mentioned, is primarily undertaken using coarse bubble aeration. The distribution of bubbles around the membranes, the shear at the membrane surface for cake removal and the size of the bubble are greatly influenced by the mixing/hydrodynamics of the system. The mixing within the system can also influence the production of possible foulants. For example, vessels not completely mixed (i.e. plug flow reactors) are more susceptible to the effects of shock loads which may cause cell lysis and release of soluble microbial products.
Many factors affect the hydrodynamics of wastewater processes and hence MBRs. These range from physical properties (e.g. mixture rheology and gas/liquid/solid density etc.) to the fluid boundary conditions (e.g. inlet/outlet/recycle flowrates, baffle/mixer position etc.). However, many factors are peculiar to MBRs, these cover the filtration tank design (e.g. membrane type, multiple outlets attributed to membranes, membrane packing density, membrane orientation etc.) and its operation (e.g. membrane relaxation, membrane back flush etc.).
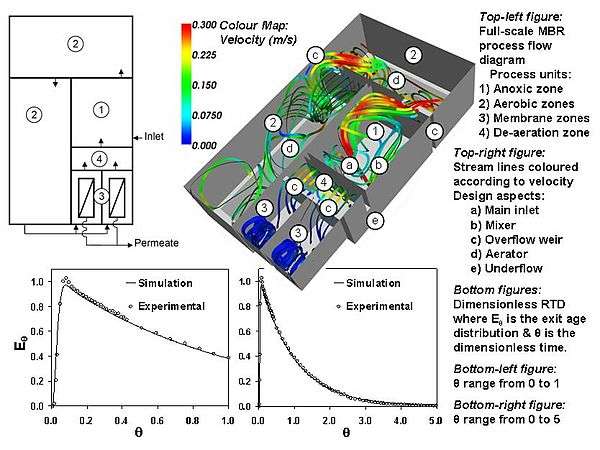
The mixing modelling and design techniques applied to MBRs are very similar to those used for conventional activated sludge systems. They include the relatively quick and easy compartmental modelling technique which will only derive the RTD of a process (e.g. the MBR) or the process unit (e.g. membrane filtration vessel) and relies on broad assumptions of the mixing properties of each sub-unit. Computational fluid dynamics modelling (CFD) on the other hand does not rely on broad assumptions of the mixing characteristics and attempts to predict the hydrodynamics from a fundamental level. It is applicable to all scales of fluid flow and can reveal much information about the mixing in a process, ranging from the RTD to the shear profile on a membrane surface. Visualisation of MBR CFD modelling results is shown in the image.
Investigations of MBR hydrodynamics have occurred at many different scales, ranging from examination of shear stress at the membrane surface to RTD analysis of the whole MBR. Cui et al. (2003)[6] investigated the movement of Taylor bubbles through tubular membranes. Khosravi, M. (2007)[15] examined the entire membrane filtration vessel using CFD and velocity measurements, while Brannock et al. (2007)[16] examined the entire MBR using tracer study experiments and RTD analysis.
See also
- List of waste-water treatment technologies
- Activated sludge model
- Membrane fouling
- Hollow fiber membrane
| Wikimedia Commons has media related to Membrane bioreactors. |
References
- 1 2 S. Judd, The MBR book (2006) Principles and applications of membrane bioreactors in water and wastewater treatment, Elsevier, Oxford ISBN 1856174816
- ↑ S. Atkinson (2006). "Research studies predict strong growth for MBR markets". Membrane Technology. 2006 (2): 8–10. doi:10.1016/S0958-2118(06)70635-8.
- 1 2 P. Le-Clech; V. Chen; A.G. Fane (2006). "Fouling in membrane bioreactors used in wastewater treatment". Journal of Membrane Science. 284: 17–53. doi:10.1016/j.memsci.2006.08.019.
- ↑ Wang, Z.; Wu, Z.; Yin, X.; Tian, L. (2008). "Membrane fouling in a submerged membrane bioreactor (MBR) under sub-critical flux operation: Membrane foulant and gel layer characterization". Journal of Membrane Science. 325 (1): 238–244. doi:10.1016/j.memsci.2008.07.035.
- ↑ Membrane Bioreactors. membrane.unsw.edu.au
- 1 2 3 Z.F. Cui; S. Chang; A.G. Fane (2003). "The use of gas bubbling to enhance membrane processes". Journal of Membrane Science. 221: 1–35. doi:10.1016/S0376-7388(03)00246-1.
- ↑ Meng, Fangang; Yang, Fenglin; Shi, Baoqiang; Zhang, Hanmin (February 2008). "A comprehensive study on membrane fouling in submerged membrane bioreactors operated under different aeration intensities". ScienceDirect. 59 (1): 91–100. doi:10.1016/j.seppur.2007.05.040. Retrieved 15 April 2015.
- ↑ Nalco. http://www.nalco.com/ASP/applications/membrane_tech/products/mpe.asp . Archived June 7, 2008, at the Wayback Machine.
- 1 2 M. Kraume; U. Bracklow; M. Vocks; A. Drews (2005). "Nutrients removal in MBRs for municipal wastewater treatment". Water Science and Technology. 51 (6–7): 391–402. PMID 16004001.
- 1 2 A. Drews; H. Evenblij; S. Rosenberger (2005). "Potential and drawbacks of microbiology-membrane interaction in membrane bioreactors". Environmental Progress. 24 (4): 426–433. doi:10.1002/ep.10113.
- ↑ T. Stephenson, S. Judd, B. Jefferson, K. Brindle, Membrane bioreactors for wastewater treatment, IWA Publishing (2000) ISBN 1900222078
- ↑ Grant, Shannon; Page, Ian; Moro, Masashi; Yamamoto, Tetsuya (2008). "Full-Scale Applications of the Anaerobic Membrane Bioreactor Process for Treatment of Stillage from Alcohol Production in Japan". Proceedings of the Water Environment Federation. WEFTEC 2008: Session 101 through Session 115. 2008: 7556–7570. doi:10.2175/193864708790894179. Retrieved 3 Jan 2013.
- ↑ Christian, Scott; Shannon Grant; Peter McCarthy; Dwain Wilson; Dale Mills (2011). "The First Two Years of Full-Scale Anaerobic Membrane Bioreactor (AnMBR) Operation Treating High-Strength Industrial Wastewater". Water Practice & Technology. 6 (2). doi:10.2166/wpt.2011.032.
- ↑ MBR-Network. mbr-network.eu
- ↑ Khosravi, M. and Kraume, M. (2007) Prediction of the circulation velocity in a membrane bioreactor, IWA Harrogate, UK
- ↑ Brannock, M.W.D., Kuechle, B., Wang, Y. and Leslie, G. (2007) Evaluation of membrane bioreactor performance via residence time distribution analysis: effects of membrane configuration in full-scale MBRs, IWA Berlin, Germany